
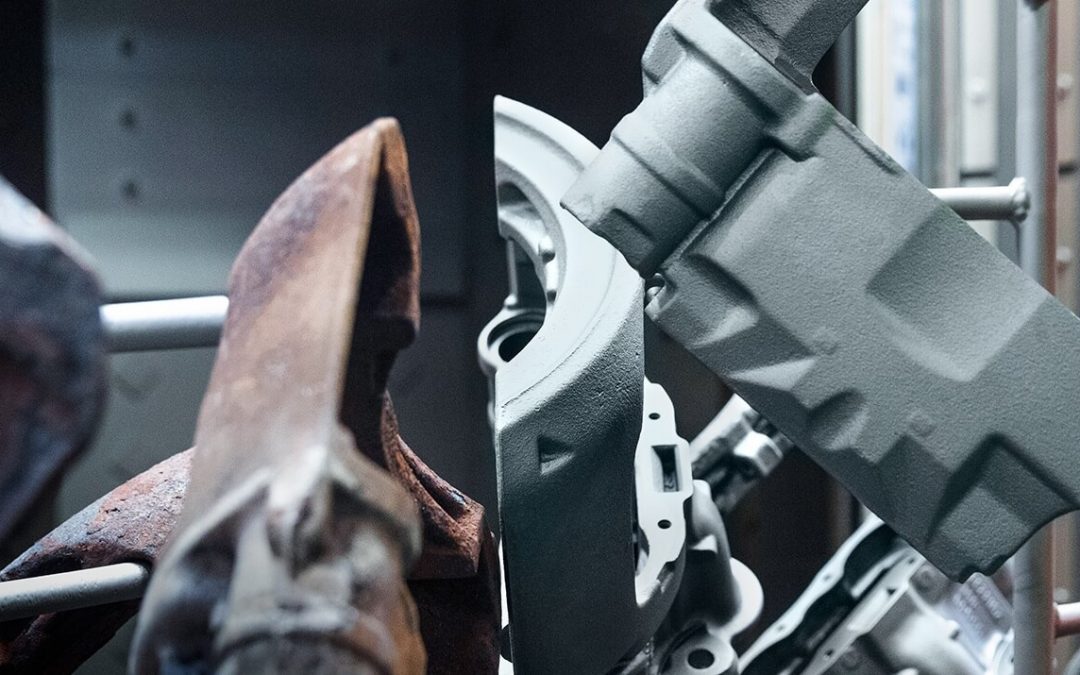

But the caliper in Vokurka’s right hand has been through the industrial reconditioning process called remanufacturing.
Remanufacturing is the industrial reconditioning of old and used products or ‘cores’, while remaining close to the quality and technical specifications of the original product. “The Knorr-Bremse aftermarket portfolio includes such remanufactured products under the EconX® brand, offering them as replacement parts for older commercial vehicles”, says Alexander Wagner, responsible for the Aftermarket business EMEA at Knorr-Bremse Commercial Vehicle Systems. Instead of just recycling the material in the cores, those components that are still in working order are reconditioned, reassembled and re-used. Compared to new products, this makes for significant savings in terms of material and energy, and thus CO2 emissions. Along with brake calipers, Liberec also remanufactures other braking system components including compressors, electronic air control systems, clutch actuators and brake control modules, all sourced from trucks, trailers or buses. “Our remanufactured products are mainly shipped to the central distribution center in Berlin,” explains Plant Manager Lukas Vokurka.
Remanufacturing not only conserves resources, it also helps Knorr-Bremse’s development engineers: Part of the ‘reman’ process is careful inspection of the cores, and this provides valuable input for the research and development process. When did the core fail and why? What kind of damage has it suffered? What does real-world wear and tear look like? “This kind of information from the field is immensely valuable,” underlines Wagner.

“Our remanufactured products are mainly shipped to the central distribution center in Berlin.”
Lukas Vokurka – Plant Manager Knorr-bremse Liberec


Following the incoming goods inspection, our caliper undergoes five further steps. In the manual disassembly process it is broken down into its components. Wear parts such as seals are discarded. Components that cannot be remanufactured are sent for material recycling. “What we can save are the most valuable components,” says Alexander Wagner, “the caliper itself, the bridge, the lever and the adjuster.”

Two-Stage Cleaning
The caliper is cleaned in two stages: First it goes into a pyrolysis furnace where sealant residues, oil, grease and varnish are transformed into harmless carbon compounds at around 400 °C in a process familiar to many people from self-cleaning domestic ovens. Then the caliper is hung on a tree-like structure in a blast chamber and exposed to a high-speed stream of stainless-steel particles. Now clean, the caliper can be measured. If it exceeds the given tolerance, measured in thousandthsof a millimeter, it is rejected.
“Almost one third of the cores are rejected at this point,” explains Lukas Vokurka. The final step for the caliper is pre-assembly, where the bridge and baseplate are added. The main reassembly process is performed on the serial assembly lines. “During reassembly, the same quality standards, inspection and measuring processes apply as for original new parts,” underlines Wagner.

A ‘House of Electronics’
Different products call for different processes. For the remanufacturing of electronic components the company has built a separate, enclosed ‘ESD House’ in the production shop. ESD stands for electrostatic discharge. Such discharges would damage the products and must be avoided. So visitors need to take off their plastic high-visibility jackets and make sure they are earthed by using special tapes to connect their shoe soles to their legs. Inside the ESD House, working with breathtaking dexterity, the employees, most of them women, replace components on the printed circuit boards of the electronic control units (ECUs) for air control units. Can this painstaking work on such tiny components really be worthwhile? “Definitely,” says Alexander Wagner. The value of the ECUs and of the raw materials used in semiconductor technology – rare earths, gold and silver – all support the case for remanufacturing. What is more, this way the availability of replacement parts for customers can be ensured for longer. “The innovation cycles of electronic components are so short that you can no longer be sure of obtaining certain electronic components throughout the complete product life cycle,” explains Wagner.




Sustainable Production
In the rail vehicle sector, Knorr-Bremse practices another kind of remanufacturing: Here, components are removed during full-vehicle overhauls, remanufactured and usually reinstalled in the same vehicle. And in a sector where vehicles often stay on active service for 40 years and more, we are dealing with smaller numbers of identical parts and more variants, while throughput times take on greater importance. “We work closely with our rail-vehicle colleagues and exchange notes on efficient cleaning processes, for example,” says Wagner.
In the commercial vehicle sector, Liberec is Knorr-Bremse’s largest remanufacturing plant. The 120 or so employees there make up the majority of the 150 staff engaged in remanufacturing in the EMEA region (Europe, Middle East & Africa). “In 2019, we dealt with 150,000 cores in Liberec,” says Lukas Vokurka. And that number looks set to rise as levels of remanufacturing increase to keep pace with growing demand.
The sustainability of the process in terms of savings of energy, carbon dioxide and material has been documented at Knorr-Bremse and verified by an independent institute. The remanufacturing team have performed life cycle analyses for all of the relevant product families and compared the numbers for newly manufactured parts and remanufacturing. It is their findings, in the shape of raw material and energy savings, that appear on the board at the factory gates in Liberec.

